立磨密封风管 耐磨陶瓷胶泥施工方案
立磨密封风管 耐磨陶瓷胶泥施工方案,耐磨陶瓷胶泥是近段时间很流行的一种装修材料,它是利用纳米化合物和水进行充分搅拌,然后将它涂抹在需要修补的产品上,再通过低温加热的方式使它变成跟陶瓷相似的涂膜。耐磨陶瓷涂料的耐温性能很好,被广的用在工业行业中,例如:石油工业、航空工业以及冶金、水泥厂和电厂等等。这种涂料还可以直接在钢铁、表面使用,它能承受的温度是一千五百摄氏度。
耐磨陶瓷胶泥其主要适用于水泥、电力、冶金、等行业中一些高温、含尘浓度大,酸碱侵蚀磨损严重的管道、烟 道、收尘器、下料漏斗、下料溜槽、选粉机等设备和输送管道。该产品已在国内400余家水泥、电力、矿山企业应用。在水泥行业,本产品已经供应莱歇立 磨、史密斯立磨、宇部立磨、原料磨、熟料磨、煤磨出风口风管、蓖冷机电收尘器管道和选粉机上部壳体等输送管道,是代替传统的陶瓷片、耐磨钢板、铸石板的新一代耐磨材料。
耐磨陶瓷胶泥在工矿行业的应用中都受到了好评,可以看出,在工业涂料行业中,耐磨涂料也是不可或缺的一部分。
耐磨陶瓷胶泥使用范围:
|
序号 |
水泥厂的应用 |
燃煤发电厂的应用 |
钢铁行业的应用 |
|
1 |
立磨出风口旋风筒或收尘器风管 |
省煤器SCR炉烟道(进口烟道) |
矿石、原煤输送料仓、料斗 |
|
2 |
立磨上、中、下壳体及地板 |
SCR炉空预器烟道(出口烟道) |
台车三通斗、受料斗 |
|
3 |
立磨选粉机壳体 |
煤粉输送管道 |
烧结振动筛;料槽及选矿料斗 |
|
4 |
旋风分离器壳体及进出风管,包括旋风筒 |
磨煤机出口管道 |
燃煤锅炉烟道 |
|
5 |
篦冷机电收尘器风管 |
中速磨筒体及分离挡板 |
燃煤锅炉输送管道 |
耐磨陶瓷胶泥施工步骤:
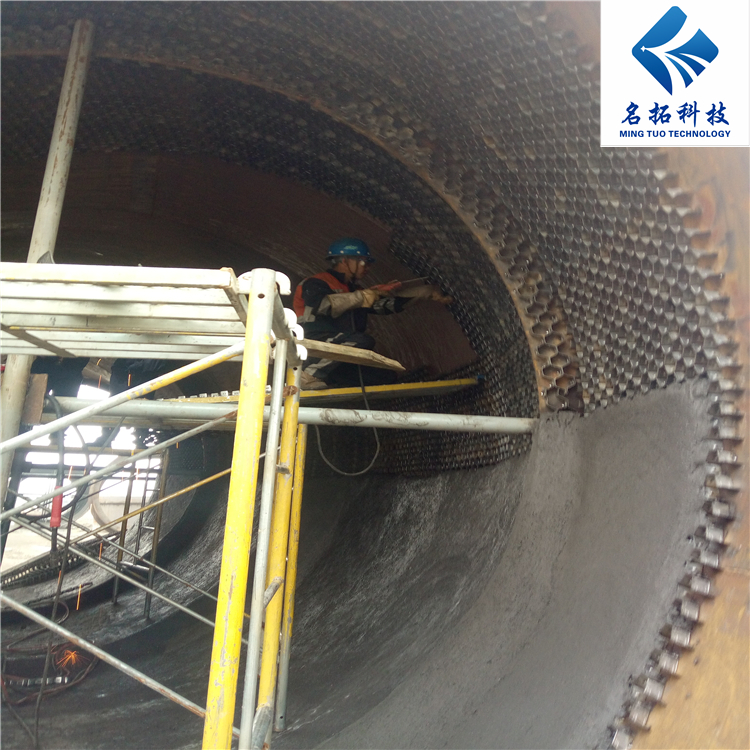
1.焊接;施工中先就是要锚固焊接底部骨架龟甲网,龟甲网的焊接严格要求焊接点横向间距为20mm,纵向间距为10mm,这样才能使龟甲网和底部钢板能很好的焊接在一起,从而不会出现由于震动或者风速过大而导致龟甲网松动或者脱落。
2.检查焊接;龟甲网焊接完毕后需做初步检查,不能出现漏焊或者焊点间距过大等不合格问题,如有问题需及时加固,以保证基础骨架的牢固性。
3.准备搅拌;开始搅拌耐磨陶瓷涂料,一次不能往搅拌机倒入太多的陶瓷涂料,每次倒入四袋(100公斤)即可,倒入太多会导致材料搅拌不均匀从而影响材料性能。
4.开始搅拌;加入固定量的固化剂,使耐磨陶瓷涂料与固化剂充分粉搅拌均匀,然后加入固定量的胶水充分搅拌均匀,搅拌时间为10-15分钟为宜,直至陶瓷涂料与胶水形成一个黏度很大的湿球状,才能从搅拌机里放出来开始使用。
5.涂抹;操作人员需配备劳保手套、口罩、眼镜及帽等防护用品,如果在高空作业需要佩戴合格的带,从桶内取出适量陶瓷涂料(每次约两公斤为宜),需用力涂抹在焊接好的龟甲网上,保证不能有空洞或压不实的现象,以保证耐磨陶瓷涂料紧密的和龟甲网及钢板结合在一起,垂直面和顶部需一次成型,不能分层涂抹,以防止出现起层现象。
6.检查;涂抹好的耐磨陶瓷涂料不能有鼓包或塌落现象,如果发现及时然后重新涂抹,直到耐磨陶瓷涂料与钢板紧密结合在一起方可使用。
7.保养;耐磨陶瓷涂料需过了保养期达到高强度后才能正常使用,夏季为48小时,冬季为72小时。
耐磨陶瓷胶泥施工注意事项:
耐磨料施工应从工程的上部开始由上而下施工,抹灰时要用力按压。每次抹灰厚度以20mm为宜,厚不宜超过30mm。抗磨层厚度较厚时,层,抹灰层达到初凝状态时继续抹灰施工至设计耐磨层厚度。从高强耐磨料加水搅拌到施工完毕用时控制在45分钟内为宜。因此应保证每次搅拌量与施工速度相匹配。
压光
根据气候条件,1-2小时达到初凝状态后要进行压光处理。压光工序非常重要,可降低抗磨层的粗糙度,有利于出料通畅,如果施工厚度较厚容易出现塑性裂纹,所以在次压光1-2小时后进行次压光。
耐磨陶瓷胶泥施工后养护
夏季施工,应在施工完毕后2小时内,高强耐磨料初凝后浇水养护。冬季施工,施工完毕后应立即覆盖塑料薄膜,并加盖草袋或岩棉被。养护期为7天,养护期满后可卸掉防护措施。建议28天后,抗磨层达到终强度后再投入使用。